
Беренче бүлек
Продукция белән таныштыру
Традицион дизайн концепциясе һәм җитештерү техникасы белән тәнәфесләр, шулай ук базар түгәрәк киселгән тукымаларның үзенчәлекләрен берләштерәләр, без түгәрәк трикотаж машинасын мөстәкыйль эшләдек.
Кушымталар:
Одеял, келәм, мәрҗән тукымасы, биек өемле, нарат тукымасы, тавык кассиры, ПВ кыры, салам кассиры һәм төрле кием материаллары.
Техник мәгълүматлар:
Модель: YF3012;YF3016;YF3020;YF3214;YF3218;YF3222;YF3418;YF3420;YF3422;YF3620;YF3622;YF3822;YF3824;YF3826;YF3828;YF4022;YF4026;YF4030;YF4428;YF4432
Ylилиндр диаметры: 30-38инч
Энҗе үлчәү: 14G-32G
Фидер: 12F-32F
RPM: 1-23р / мин
Көче: 4 кВт, 5,5 кВт
Өй биеклеге: 4-25, 25-50 мм
Икенче бүлек
Йөкләү һәм урнаштыру
Төп рамны бушату
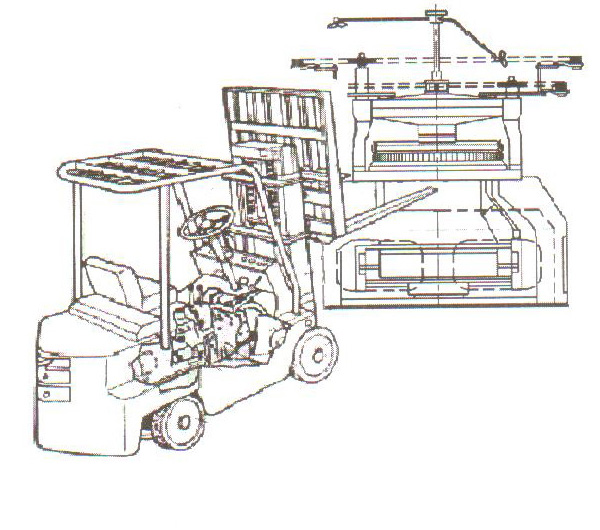
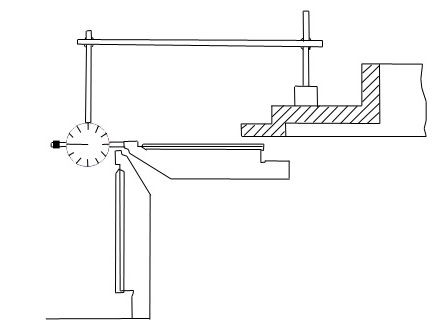
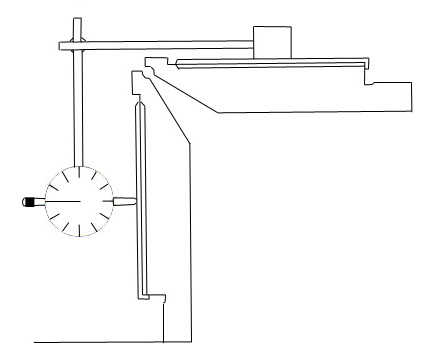
Рамны бушату өчен 5 тоннадан артык форклифт кулланыгыз, 1-1 нче рәсемдә күрсәтелгәнчә, укыгызкүрсәтмәләр түбәндә:
1. Төшү алдыннан, тапшыру системасын кул белән күчерегез, тукыманы артка әйләндерү төп аяк белән параллель булсын (гадәттә, машиналар китерү алдыннан бу хәлдә иде).
2. Форклифт кулын ике пар аяк арасына әкренләп йөкләгез, һәм төбеннән вертикаль күтәрегез (игътибар: кул белән машина арасында агач блокны ябыштырыгыз, бушату вакытында машина тайпылу аркасында зыян булмасын өчен)
3. Төшү вакытында машинаны җирдән 30-50 см өстәрәк саклагыз, шомлы юлда йөрергә рөхсәт итмәгез, кинәт туктарга яки хәрәкәтләнергә рөхсәт итмәгез, игътибар белән кабызыгыз.
4.Әгәр машина клиент фабрикасына китерелмәгән булса, зинһар, коры һәм чиста урынга куегыз, дым һәм коррозия тәэсиреннән сакланыгыз, машинаның нормаль куллануыннан сакланыгыз.
Машина торышы һәм урнаштыру:
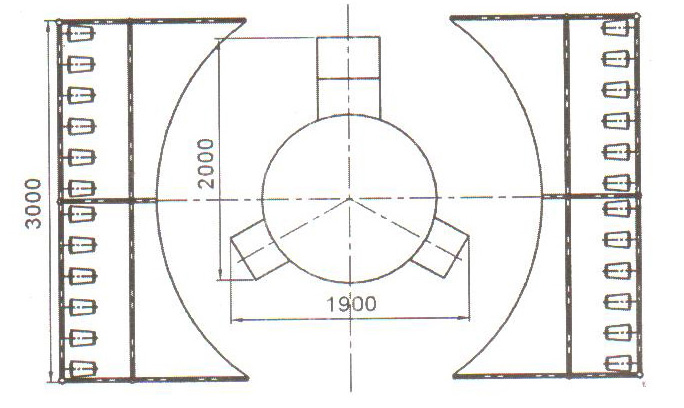
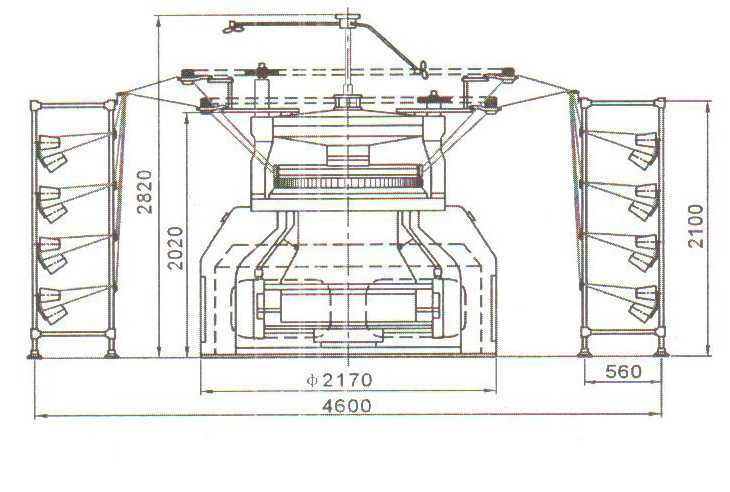
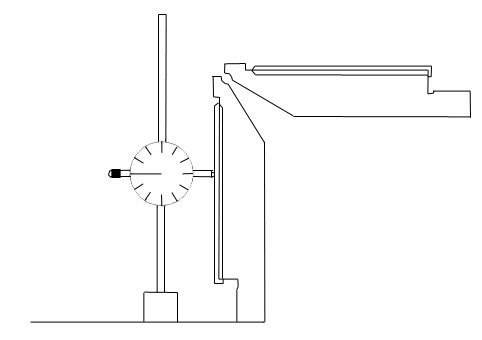
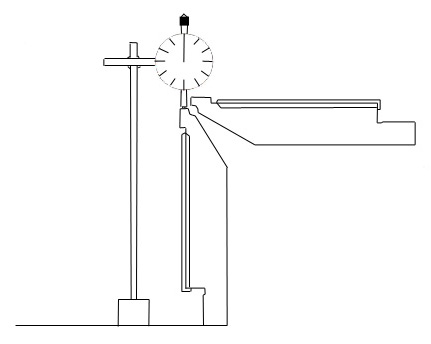
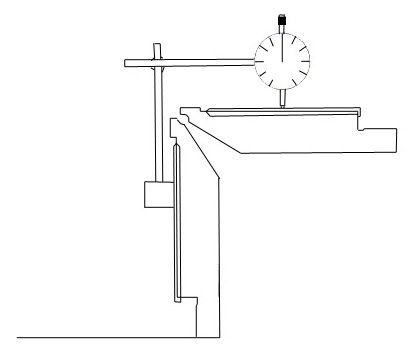
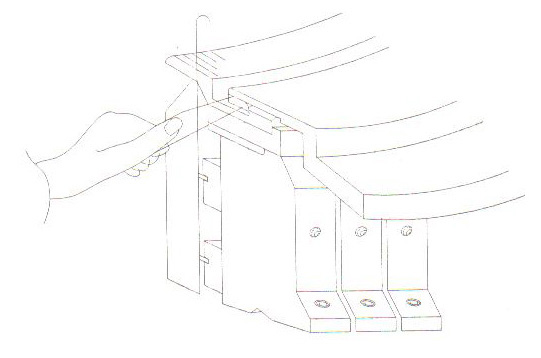
1. Позицияне төзәтер алдыннан, 1-2 нче рәсемдәге зурлыкка карап, урнаштыру позициясен ышандырыр өчен, рам һәм крил торышын үлчәгез.
2. Позицияне төзәткәннән соң, градиентрны машина өслеген тигезләү өчен кулланыгыз (төп һәм вице-аякларның аяк винтасын көйли аласыз, 5 ммнан артмаска)
Крилның урнашуы һәм кушылуы
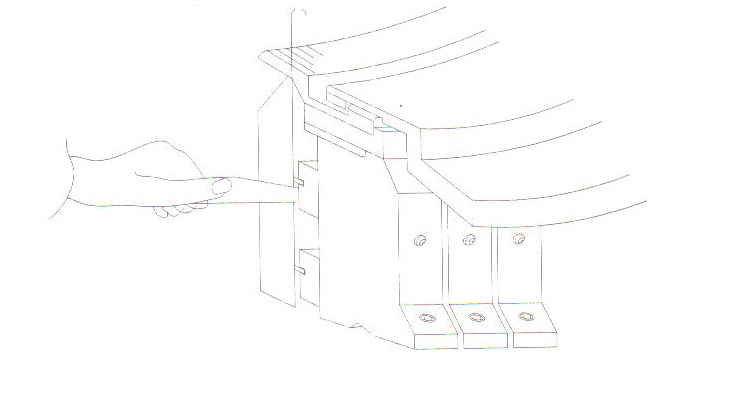
1. 1-2 размер буенча крилның торышын раслагыз.
2. ylилиндрик багананы тоташтырыгыз һәм ул трансом, һәм крил рамкасын куегыз
3. Крилның арткы ягына дүрт калынрак алюминий полосаны урнаштырыгыз (җеп трубасы трекын урнаштыру өчен), калган дүрт нечкә крил алдыннан урнаштырылырга тиеш (прессер җайланмасын урнаштыру өчен).
4. Алюминий полосаларын тукландыручы җепнең биеклеге прессер алюминийдан югарырак булырга тиеш, шуңа күрә чигү белән җепне ашату шома булачак, җиңел өзелмәячәк.
5. Алгы алюминий полосаларына прессер җайланмасын урнаштырыгыз, арткы алюминий полосаларына крил җеп трубасы урнаштырыгыз.Nеп белән тукланудан саклану өчен бердәм дистанцияне саклагыз.
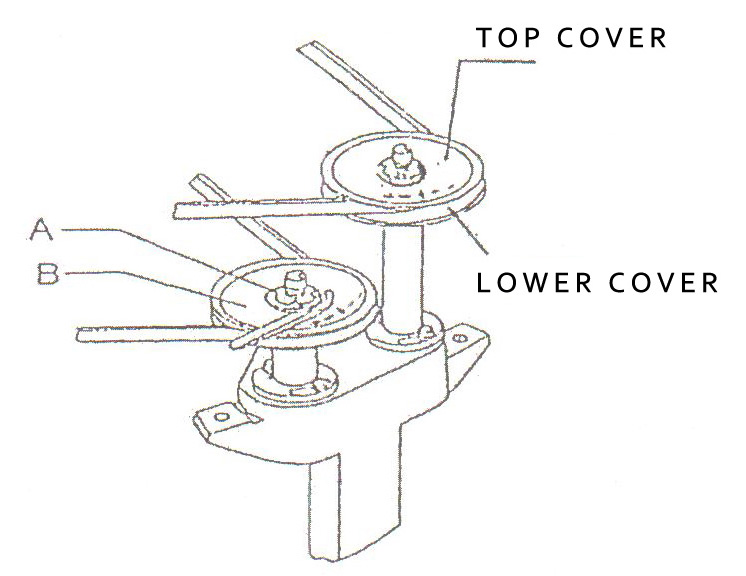
Nеп җибәрү җепнең комбинациясе
1. nепне тукландыручы крилны урнаштырыгыз һәм көйләгез
2. upгары түгәрәк рамканы, җеп саклау җайланмасын һәм автомат тукталыш җайланмасының электр чыбыкларын урнаштырыгыз.
3. Аскы түгәрәк рамканы, астагы җеп саклау җайланмасын һәм автомат тукталыш җайланмасының электр тәэмин итү чыбыкларын урнаштырыгыз.
4. upгары һәм аскы тапшыру каешын урнаштырыгыз.
5. upгары һәм аскы тузан коллекторын урнаштырыгыз, җанатарның торышын көйләргә игътибар итегез.
6. nеп җепнең алюминий тәлинкәсен көйләгез
7. Автоматик тукталыш җайланмасының көчен тоташтырыгыз.
Өченче бүлек
Техник стандарт һәм беренчел көйләү
Барлык машиналарыбыз да каты инъекция, көйләү һәм тапшыру алдыннан тапшыру аша (барлык машина 48 сәгатьтән артык эшләргә тиеш)
Техник стандартлар
1. upзегезнең өскә энә теркәү
Стандарт≤0.05см
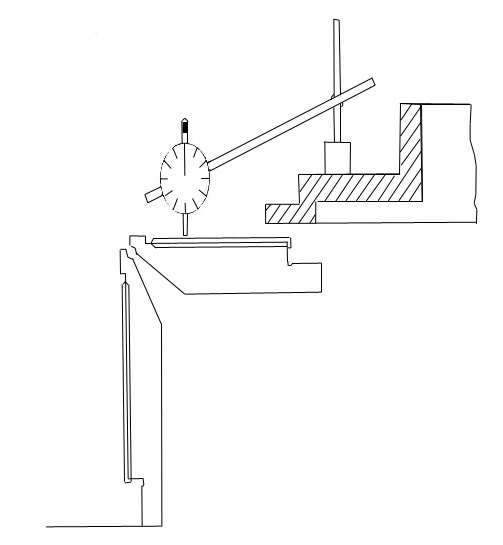
2. upзегезнең өскә энә теркәү
Стандарт≤0.05см
3. Түбән энә барабанының түгәрәклеге
Стандарт≤0.05см
4. Түбән энә барабанының үзен планлаштыруы
Стандарт≤0.05см
5.Бер энә тере һәм астагы барабанның бер үк тигезлеге
Стандарт≤0.05см
6. upгары энә тере һәм астагы барабанның бер үк түгәрәклеге
Стандарт≤0.05см
7. Камера белән энә барабаны арасы
0,15 мм-0,25 мм
8. Аскы камералар белән энә барабаны арасы
0,15 мм-0,25 м
Беренчел көйләү
Гадәттә, безнең машина китерү алдыннан каты инъекция аша, ләкин машинаны куркынычсызрак куллану өчен, куллану алдыннан тикшерегез һәм көйләгез.
1. Двигательне тикшерегез
Көчне тоташтырыгыз, һәм двигательнең йөртү юнәлешен тикшерегез, юнәлеш двигательдәге этикетка белән аерылып торса, мотор чыбыкларын шунда ук алыштырыгыз (мотор терминалының өч этапының икесен алыштырыгыз).
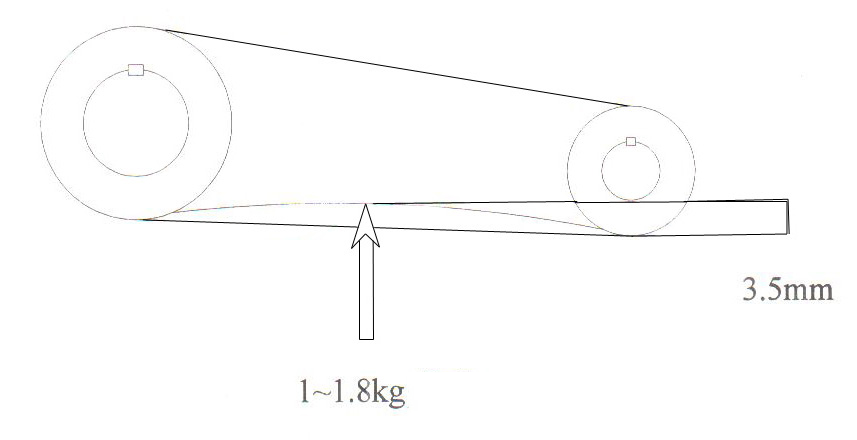
2. Мотор йөртүче каешын тикшерү һәм көйләү
Эш алдыннан мотор йөртүче каешының киеренкелеген тикшерегез.Билбау уртасында 1-1,8 кг көч туплагыз, каешның сызыклы деформациясен 3,5 ммнан кимрәк итегез, таләпне үтәгәнче көйләгез.Методны көйләү: двигательнең төп йозак винтасын бушату, ефәк шляпаны көйләүче мотор киеренкелеген көйләү, киеренкелек таләпкә туры килгәнче һәм винтны кысу.
Игътибар: беренче өч көндә, бер тапкыр тикшерегез, өч айдан соң тикшерегез.
3.Системаны көйләү
Суыту системасы җанатары иң яхшы урында урнашканчы махсус көйләнергә тиеш.Шулай итеп, электр эшләгәндә, җылыткыч җепнең туклануның һәр почмагын селкетә ала.
4. nеп җибәрү системасын көйләү
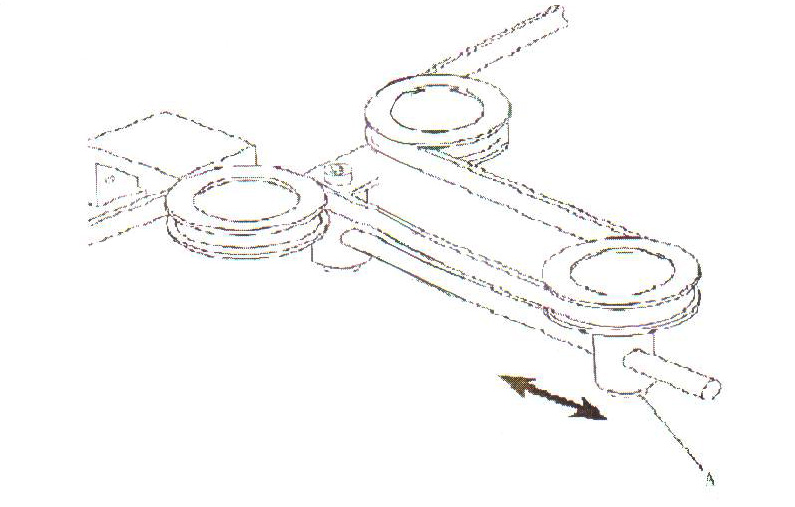
(1) Алюминий тәлинкә белән тукланган җепнең микро көйләнеше.
Алюминий тәлинкә белән тукландырылган җепнең диаметрын үзгәртегез, тапшыру коэффициенты үзгәртеләчәк, һәм җепнең туклану күләме үзгәрәчәк.Методлар түбән:
- Беренчедән, алюминий тәлинкә белән тукланган җепнең өске өлешендәге А түгәрәк гайканы бушату өчен вагон кулланыгыз.
The Капкачны "+" юнәлешенә юнәлтегез, тәлинкә эчендәге 12 слайдер тышкы яктан киңәячәк, тәгәрмәч диаметрын арттырачак, һәм җепнең туклану күләмен арттырачак.Киресенчә, “-” га әйләнегез, җепнең туклану күләме кимиячәк.Әйләнгәч, параллель саклагыз, югыйсә, слайдерлар оядан төшәргә мөмкин.
- алюминий тәлинкә белән тукланган җепнең диаметр диапазоны: 70-202 мм
The Тәлинкәне көйләгәннән соң, түгәрәк гайканы яңадан торгызыгыз.
(2) nепне тукландыру каешының киеренке көйләнеше
Әгәр дә каеш артык иркен булса, җепне саклау җайланмасы тайпылып, туктап калачак, һәм җепнең туклануына тәэсир итәчәк.Шулай итеп, файдалануга тапшырганчы, җепне тукландыруны түбәндәгечә көйләгез:
A винтны бушатыгыз
Scr Слайдер буйлап әйләндерү тәгәрмәчен тышка сузыгыз, җеп саклагычтагы каеш стрессының бер үк булуына инаныгыз.
A винтны ачу
1. майлау майларын тикшерү
Тапшыру системасының һәр өлешен майлау һәм тукыманы әйләндерү системасын тикшерегез, аномаль булса, вакытында майлау майларын өстәгез.
Дүртенче бүлек
Туку вакытында гадәти проблемалар
Тишек
· Төп тупас җеп аркасында килеп чыккан
· Сыйфатсыз яки артык кипкән җеп аркасында
· Farnепне тукландыручы авызның дөрес булмаган урыны
· Nепнең киеренкелеге бик зур яки күмелгән киеренкелек бик зур
· Көйлә тыгызлыгы артык зур
Туку түгәрәге бик озын, тукымалар бик нечкә
Ingгалган энә
· Farnепне тукландыручы авызның дөрес булмаган урыны
· Nепнең киеренкелеге бик кечкенә
Току түгәрәге бик озын
· Nеп җепләре дөрес тукландыручы авыз тишеге
· Авызны ашатучы өслек җепләре бик югары
Так күренеше
· Көтелгән киеренкелек бик кечкенә
Тукыманың тыгызлыгы артык зур
Энҗе теле бозылган
Иңнең теле зарар
· Ашату авызының позициясе артык биек, артык алгы яки артка, җепнең туклану авызына керүенә игътибар итегез.
Иннә бәрелеше
· Нефтьнең булмавы яки дөрес кулланылмавы
· Nепнең сыйфаты артык күзәнәк яки крил үлчәү өчен яраксыз
· Тизлек артык югары яки тукыманың тыгызлыгы артык зур
· Ватылган энә барабаны, энә тере яки камера аркасында килеп чыга
Току оригиналлары шома түгел, җитәрлек чиста түгел
Токымлы шалтырату белән барабан арасындагы аерма дөрес булмаган
Сызыклар
· Surfaceир өстендәге җеп киеренкелеген дөрес көйләү
· Nепнең сыйфаты төрле
· Басым йон тәгәрмәчен дөрес булмаган көйләү
· Аскы җепнең киеренкелеген дөрес көйләү
Бар
Пычак үткен түгел
· Пычакта артык тузан, пычак калькасы бик тыгыз
· Нефть җитмәү, нефть күләме бик аз
Бишенче бүлек
Хезмәт күрсәтү
Заманча трикотаж машинасының югары тизлеге һәм югары төгәллеге техник хезмәт күрсәтүнең югары соравына мохтаҗ, шуңа күрә безнең компания көндәлек эшнең кайбер техник хезмәтен җитди йомгаклады, клиентлар тәкъдимнәрне тыңларлар, машинаны иң яхшы шартларда эшләсеннәр дип өметләнәм.
Башта куллану һәм техник хезмәт күрсәтү
1.Машина монтажны тәмамлап, җитештерә башлагач, тизлек бик тиз була алмый, беренче атнада көненә 20 сәгать), тизлекне 10р / минут эчендә саклагыз.бер атнадан соң тизлекне әкренләп көйләгез
2. Беренче ай эш чорына карый, бер айдан соң, машина майын машина граилында алыштырыгыз, өч ай саен үзгәрә.
3. Машина майын 1 / 2-2 / 3 саклагыз, нефть җитмәгәндә вакытында тәэмин итегез, кием тәлинкәсенә зыян китермәсен һәм машина бикләнүенә китермәсен.
Көндәлек хезмәт
1. tringеп криленә һәм машина өслегенә куелган тузанны һәр сменада чистартыгыз, чигү өлешен һәм аппаратны чиста тоту өчен.
2. Сменада автоматик тукталыш җайланмасын һәм куркынычсызлык җайланмасын тикшерегез, аномаль булса, аны шунда ук ремонтлагыз яки алыштырыгыз.
3. shәр сменада җепне тукландыру җайланмасын тикшерегез, аномаль булса, аны шунда ук көйләгез
4. Машина майы көзгесен һәм танкерның май дәрәҗәсендәге трубасын тикшерегез
Атна саен хезмәт күрсәтү
1. nепне тукландырыгыз Тизлек алюминий тәлинкә, һәм тәлинкәдәге тузан запасын чистартыгыз
2. Тапшыруның каеш киеренкелеге нормаль, һәм тапшыру тотрыклы булуын тикшерегез
3. Кием әйләндерү машинасының әйләнүен тикшерегез
Айлык хезмәт күрсәтү
1. Тузанны чистарту өчен, бөтен камбоксны алыгыз
2. Тузанны чистарткыч җылыткычны алып, җил юнәлешенең дөреслеген тикшерегез.
3. Барлык электр аксессуарларының тузанын чистартыгыз
4. Автомобиль туктату системасы, куркынычсызлык сигнализациясе, тикшерү системасы кертеп, барлык электр аксессуарларының эшләвен карагыз.
Ярты еллык хезмәт
1. Барлык энә шалтыратуларын һәм энәләрен чистартыгыз, барлык энәләрне тикшерегез, зыян булса, шунда ук үзгәртегез
2. Нефть спрей машинасын чистартыгыз һәм майның комачауламаганын тикшерегез
3. arnеп саклау җайланмасын чистартып тикшерегез
4. Двигатель һәм тапшыру системасының тузанын һәм майын чистартыгыз
5. Калдыклар майын җыюның комачауламаганын тикшерегез
Еллык хезмәт күрсәтү
1.Тикү компонентлары - трикотаж машинасының йөрәге, бу тукыманың сыйфатын турыдан-туры тәэмин итү, о, трикотаж компонентларын саклау бик мөһим.
2. Чигү тукымасына тузан кермәсен өчен, энә трубкасын чистартыгыз.ысул: җепне түбән сыйфатлы яки калдыклы җеп белән алыштырыгыз, машинаны югары тизлектә ачыгыз, һәм цилиндр аша күп күләмдә май салыгыз, ягулык салганда эшләгез, калдык майы трюктан тулысынча чыкканчы.
3. Иннаның зарарланганын тикшерегез, әйе, шунда ук үзгәртегез;тукыманың сыйфаты бик начар булса, барысы да яңартылганмы-юкмы икәнлеген уйларга кирәк.
4. ylилиндр трюкының бер үк ераклыкта булуын тикшерегез (яки тукыманың өслегендә полосалар бармы-юкмы икәнен тикшерегез), энә трубасы стенасы тыгызмы.
5. Камераларның кием торышын тикшерегез, урнаштыру позициясенең дөреслеген тикшерегез, винталар тыгыз
6. авызның туклану урынын тикшерегез һәм төзәтегез, берәр зыян булса, шунда ук үзгәртегез.
7. darәр тарак камераның урнаштыру позициясен тикшерегез, һәр тукыманың озынлыгы бер үк
Майлау ысулы, май һәм майлау
1. Майлау ысулы һәм май
(1) Көн саен теркәү һәм тукыманы әйләндерү машинасын тикшерегез, май 2/3тән ким булса, май кушыгыз.N10 # -N32 # машина маен кулланыгыз.Ярты ел хезмәт күрсәткәндә, нефть тузаны булса, шунда ук үзгәртегез.
(2) silилиндр нигез җиһазларын ай саен тикшерегез, май өстәгез, lit3 литий майлау майын кулланыгыз
(3) Ярты ел саен саклаганда, һәр аюны тикшерегез, май кушыгыз, No3 литий майлау майын кулланыгыз.
.
2. Майлау
Майның төрен һәм һәр компонентның майлау вакытын яхшы белегез, барлык машинаны билгеләнгән вакытта май һәм май дозасы белән майлау мөмкинлегенә инаныгыз.
Эш вакыты һәм мөһерләнгән уйлар
Машинаны тоту һәм карау ярты ел хезмәт күрсәтү процедуралары нигезендә алып барылырга тиеш, башта трикотаж өлешләренә майлау мае кушыгыз, аннары трикотаж энәсенә антируст майына кушылыгыз, ахыр чиктә машинаны энә майына сеңгән, коры һәм чиста мөһерләнгән; урын.
Машина аксессуарларын һәм запчастьләрне саклау
Гомуми кулланылган һәм тиз киемле өлеш өчен нормаль резерв - җитештерү өзлексезлегенең мөһим гарантиясе.Саклау мохите салкын, коры һәм температурада аз аерма булырга тиеш, даими тикшерү дә кирәк.
Саклау ысулы түбәндәгечә:
1.Силиндр энә һәм энә теркәү
Башта цилиндр энәсен чистартыгыз, аннары машина майына салынган агач тартмага һәм майлы тукымалар белән урыгыз, бәрелүдән һәм деформациядән саклану өчен.Кысылган һаваны кулланганда, цилиндр энә эчендәге машина майын чыгару өчен, аннары энә мае кушыгыз.
2. Камераларны саклау
Камераларны классификацияләгез һәм саклагычка салыгыз, алар тартмада сакланган һәм даттан саклану өчен антируст майы кушалар.
3.Тикүле энә саклау
(1) Яңа трикотаж энә оригиналь төрү тартмасына урнаштырылырга тиеш, һәм мөһерне чыгармагыз.
)
Электр өлешләрен тоту
1. Хезмәт күрсәтүнең мөһимлеге
Току машинасы схемасында төгәл электрон компонент бар - инвертер.Практик кулланмаларда, әйләнә-тирә температура, дым, тибрәнү, тузан, коррозив газлар һәм башка экологик факторлар аркасында, инверторның ышанычлылыгы һәм хезмәт итү вакыты начар тәэсир итәчәк.Дөрес сакланса, ышанычлылыкны тәэмин итү өчен генә түгел, хезмәт срогын озайту, һәм вакыт-вакыт уңышсызлык аркасында җитештерү югалтуларын киметү.Шуңа күрә инвертерны һәм периферик схемаларны даими тоту кирәк.
2. Инвертер һәм периферик схемаларны тикшерү
Эшләүче инвертер һәм контроль схемалар өчен гадәттә түбәндәге тикшерүләр ясарга кирәк:
(1) Әйләнә-тирә мохит температурасы: Гомумән нормаль - 10 ℃ ~ + 40 ℃ диапазоны, 25 ℃ яки шулай ук.
(2) Инвертер кертү көчәнеше: нормаль диапазон 380В ± 10%.
(3) Чебенне регуляр рәвештә чистарту, электр тартмасының эчке чиста булуын контрольдә тоту өчен, смена үзгәргәннән соң көнгә бер тапкыр чистартырга тәкъдим иттеләр.
(4) Нефть картайган чыбыкларны тизләтәчәк, эчендәге электр тартмасы очраклы рәвештә майга керсә, зинһар, вакытында чистартыгыз.
(5) Электр тартмасының эскиз җылыткычын регуляр рәвештә тикшерегез, зарарланган булса, зинһар вакытында алыштырыгыз, электр тартмасының эчке температурасы артык югары булмасын өчен.
3. Регуляр тикшерү
Еллык җиһазларны капиталь ремонтлау вакытын кулланып, инверторның эчке өлешенә инспекция игътибарын куегыз.
. операция.
)Схема тактасындагы пычрак урыннарны бетерү өчен, махсус чистарту агентлары белән мамык тукыманы кулланыгыз.
(3) Инверторның эчке корыч чыбык изоляциясен тикшерегез, коррозия яки ватылган эзләр бармы, табылгач, тиз арада эшкәртергә яки алыштырырга кирәк.
(4) Тибрәнү, температураның үзгәрүе һәм башка эффектлар аркасында, инверторның винт кебек кыскыч берәмлекләре һәрвакыт сыгылучан була, винтның барысын тагын да кысарга тиеш.
(5) Керү һәм чыгу реакторлары, трансформаторлар һ.б.
. , һәм биш елдан соң аны алыштырыгыз.
(7) Суыткыч җылыткыч эшнең яхшы булу-булмавын тикшерегез, аномаль тавыш тапсагыз, аномаль тибрәнү тиз арада алыштырылырга тиеш.Otherwiseгыйсә, инвертер кызып китәр, һәм инверторның эш вакытына тәэсир итәр.Фанатны алыштыру циклы гадәттә 2-3 ел.
.
. таләпне канәгатьләндерү, гадәттә 1МΩ дан зур булырга тиеш.
.
Пост вакыты: 20-2022 апрель